Today we’re going to take a closer look at the 24 inch by 36 inch 6090 CNC router
and show you how you can make the most of your router’s capabilities.
Mini Desktop 6090 CNC Router machine k15 for Wood Engraver – Small Engraving Machine
The 6090 features a 3 horsepower spindle motor, and it features stepper driven ball screws for cutting speeds close to 400 inches per minute.

Our project today is transferring a sink template created in CAD for a 30-1/4″ by 16-15/16″ single-well sink to the 110″ long butcher block countertop, with a twist.

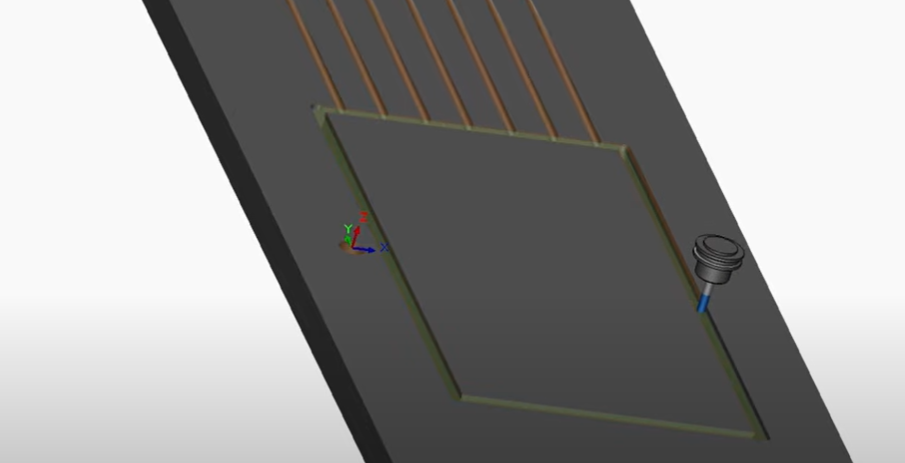
We’ll also be adding drain channels for a drying area directly beside the sink cut out. These drain channels will feature a really cool taper to ensure that the water can flow off easily.
For this project we’ll be using three bits,
- a pointed bit which is used to find our origin on the tabletop;
- a Winmax K30 downcutting 1/2″ router bit, and finally;
- a 1/2 inch ball endmill for the drain channels.
How to run the workpiece?
Now you might be wondering how we can run a workpiece that’s a 110″ long on a 24 by 36 inch bed, and be able to accurately place the sink cutout.
Two program of the cutout
First, our program for the cutout is actually two programs. One for the sink itself and the other for the tapered drain channels.
For each program there’s a user-defined origin to start from, so we start by providing some basic layout marks for alignment once the workpiece is placed on the table.
The sink cutout begins at the center of the faucet hole, and the tapered segment begins at the center edge of the sink cutout. With these reference marks placed, we can go ahead and place a spoil board beneath the workpiece.
This allows for the cutter to extend just slightly through the workpiece on the final pass, and keeps us from ruining the table.

On the large end overhanging the table, we’ve added a roller stand and check the work surface with the straightedge to ensure there’s no bowing. This might seem irrelevant, as we’re going through the butcher block top completely, however, if a bow is occurring at all.
Then the cutter, which is perfectly 90 degrees to the table, we’ll have a slight offset, changing the cut angle ever so slightly.

To align the workpiece with the cutter we use a machinist square to ensure it’s even along the CNC’s table, while also checking to make sure the origin point of the cutout is roughly centered on the table, so the machine can complete the full cut.
Second, Clamp the workipiece
Next we clamp the workpiece to the table on the corners.There are many ways to clamp the workpiece to the table, including traditional t-slot hold downs connecting the workpiece to the spoil board, or a basic clamping, like this.
With the program inserted into the controller, we first run a test pass to ensure everything is aligning properly without actually touching the workpiece.

A CNC router is only as smart as the program you’re running. The program we are running today has the X, Y, and Z origin set to the face of the workpiece. So for this, we need to zero-out the z-axis location by touching off the tool.
So with the cutter touched off, the workpiece positioned and clamped on the table, and the test pass run.
It’s time to hit go. The machine is running the program in passes, assigned in the G-Code. This is designed to help minimize tear out on the workpiece and reduce wear on the bit. Once the passes are complete, you’re left with a perfectly rounded cutout for the sink.

Third,reset the workpiece
We then reset the workpiece, taking into account the drain channel location, and ensure everything aligns with the table before clamping it. Touch off the cutter and run a test pass to ensure alignment.
Then you’re ready to hit go on the matching tapered drain channels. Once the passes are complete, you’re left with a perfectly routed sink cutout, plus matching tapered drain channels.
CNC routers like the Winmax 6090 can be a game-changer for anyone from the home hobbyist to the professional woodworker.

Adding the degree of programmable accuracy to the building process–that’s tough to beat. Check out our lineup of CNC routers, as well as lasers and CNC mills and lathes, on working-machinery.com.