We will demonstrate how to create a three-legged pedestal that features sliding
dovetail joinery a nine-sided table top with veneer inlay and a turned pedestal.
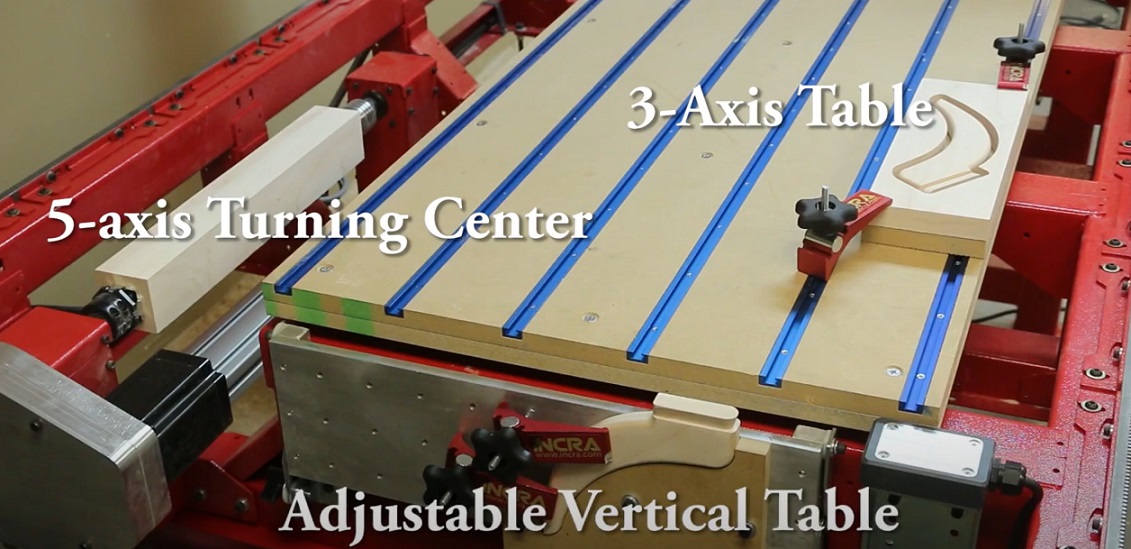
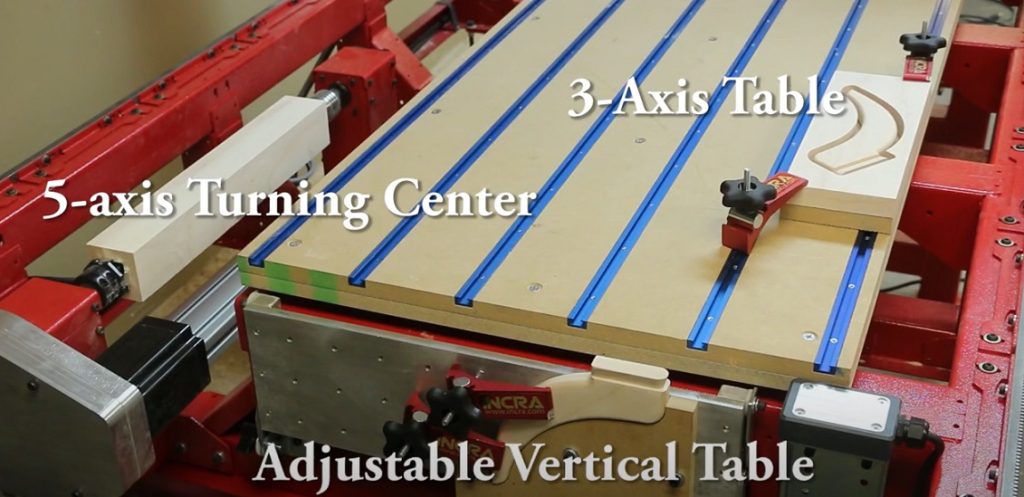
Every part of the machining process will be done using Winmax’s maverick CNC. The maverick has 3 separate workstations. A 3 axis table for traditional two and a half d machining and sheet processing. Winmax’s exclusive 5-axis turning center and an adjustable vertical table.
This powerful combination of independent workstations make the maverick the most versatile CNC available.It is by far the best value in the woodworking industry.
The maverick uses Winmax smart tool technology to automatically set the z-axis for all of the cutters. You simply load the program and change the tools when prompted.Start with the 5 axis turning center for this demonstration, we have removed the dust control so that you can see the cutter. Obviously that means that we’ll need to clean up the mess once we’re finished.

Using a one and a quarter inch diameter surface planing bit from working-machinery.com, we will quickly turn the blank around to the desired diameter.This is the only surface planing bit in the industry that is ground flat on the bottom, instead of using a slight taper allowing you to machine a smooth round cylinder.
Once the part is turned to the finish diameter we’ll use the same cutter to waste some of the materia the top end of the spindle for the contoured section. Again, you can see how efficient this technique is at removing the excess material.
At the bottom of the spindle, we machined a relief.And then indexed the part 120 degrees to machine three flat areas to receive the legs.
A one half inch diameter two flute straight cutter is used to machine the chip relief groove in preparation for the dovetail slots.The spindle, including the dovetail joinery, is completely programmed usingWinmax’s conversational cam software, better known as C-Cam. This powerful yet affordable and simple-to-use software allows you to take full advantage of the 5 axis capabilities of the turning center.
A 14 degree three quarter inch diameter dovetail bit from working-machinery.com quickly completes the three dovetail slots.

A two inch diameter classic spiral cutter also available from working-machinery.com.Quickly machines the perfect bead with all of the details.Winmax C-cam allows you to program using three different techniques. Turning with tool profiles to form perfect details every time.Turning contour similar to a copy lathe and a rotational indexing system for machining, joinery or carvings that are wrapped around the spindle.
The final step is to turn the graceful contour section using a one and a half inch diameter core box bit.Again you’ll notice that Winmax cam software allows you to use the CNC as a lathe instead of as an indexing head like other software programs.You can quickly program and create parts that are turned and feature beads, coves, flutes, reeds rope and barley,twist index joinery and much more.

Once the spindle is completed, we will use the 3 axis table to machine the three legs. The maverick CNC can use a wide range of clamping systems, including a bench dock table with cam, lock, clamps that secure the blank from the sides and ends.A t-track table with toe clamps or even a vacuum table for sheet processing.
Once the legs are cut out, we’ll use the vertical table to machine the dovetail joinery. The same 14 degree dovetail bit makes quick work of this process.
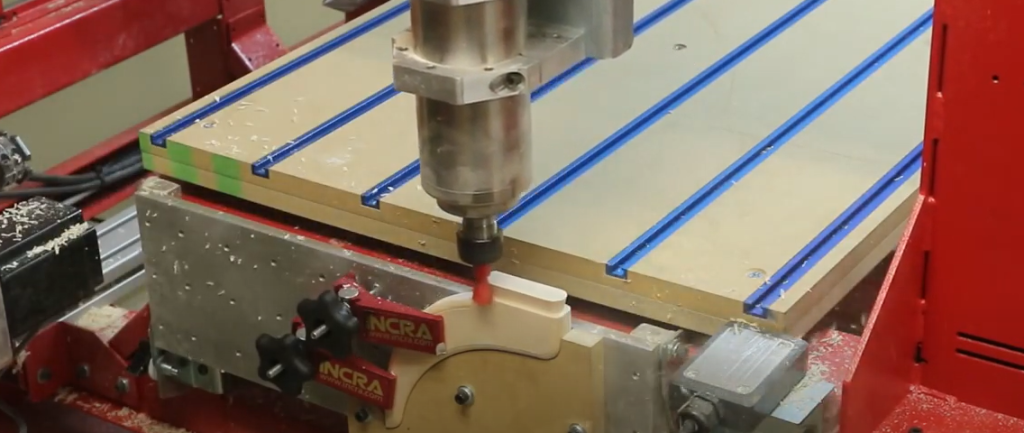
A fixture was machined on the three axis table to match the shape of the leg and then bolted to the vertical table, ensuring that the parts are clamped in the perfect position every time. The same type of clamps that fit the t-track on the 3-axis table attach To the vertical table creating an extremely versatile clamping system. We will return to the 3 axis table to machine the table top.

We will start by using an eighth inch diameter end mill to machine a pocket for the inlay. Winmax teaches several different techniques for creating inlay, including a carved inlay embedded into the table.For this project, we’ll be using a simple shallow pocket and veneer technique. Using a Profile cutter, we treat the edges of the tabletop. Because of the size of the cutter,we will make this cut in several passes.
We decided to try something different for this project. Instead of machining the table top round, we programmed it with nine sides, no particular reason we just wanted to try something different.After treating the edges, we cut out the table top using a quarter inch diameter end mill.
By placing the veneer between two pieces of quarter inch diameter MDF. We’re able to cut out the pieces for the inlay.We place tabs on each piece of the inlay to Keep everything in place. An eighth inch diameter end mill is perfect for this inlay technique. A razor blade is used to cut out the inlay pieces and remove the tabs. The inlay is then pressed into the recessed pockets. Of course, you will want to add a little glue to permanently hold the inlay in place.
We dry fit the parts to make sure everything is ready to sand and finish. Because the parts are all machined on the CNC. They fit together perfectly and require very little sanding.

As you can see, the three independent workstations of the maverick CNC allow you to quickly move from one machine process to the next, with little or no setup.
Classes include how to start and build a woodworking business along with basic and advanced programming, for both 3 axis components and 5 axis turning guest speakers share how they are using CNC in their businesses and much much more. If you want to see a maverick CNC in action, learn more about what CNC can do for you and see what Winmax has to offer, then call us at +861812669626 to find or request a CNC retreat in your area.